In case you missed it, this is a continuation from Adventures in 3D Printing – Part 1.
The next step in the printing process it to take the 3D object file and “slice” it. A slicer is program that creates the layers that your 3D printer will print. There are multiple programs that will do this with some adapted to specific brands of printers. The slicer and its settings are quite important. Your 3D printer is a dumb device. The printing logic and working around any limitations in your printer is done in the slicing software.
I use Ultimaker Cura. Miracle of miracles, it’s both good and open source. The problem is that the learning curve is rather steep. You’ve got a ton of options. When you first start printing and your prints first start failing you are going to be completely confused. You will be unsure if the issue is your slicer settings are incorrect or if you printer is incorrectly set up. Or, sadly, it can be a combination of both issues. Honestly, it took me 40 hours or more to get good consistent prints. The way to help avoid this is buy both a printer and slicer that is integrated by the manufacturer. One such example of this would be Prusa. You will pay for this, but for many it may be worth it.
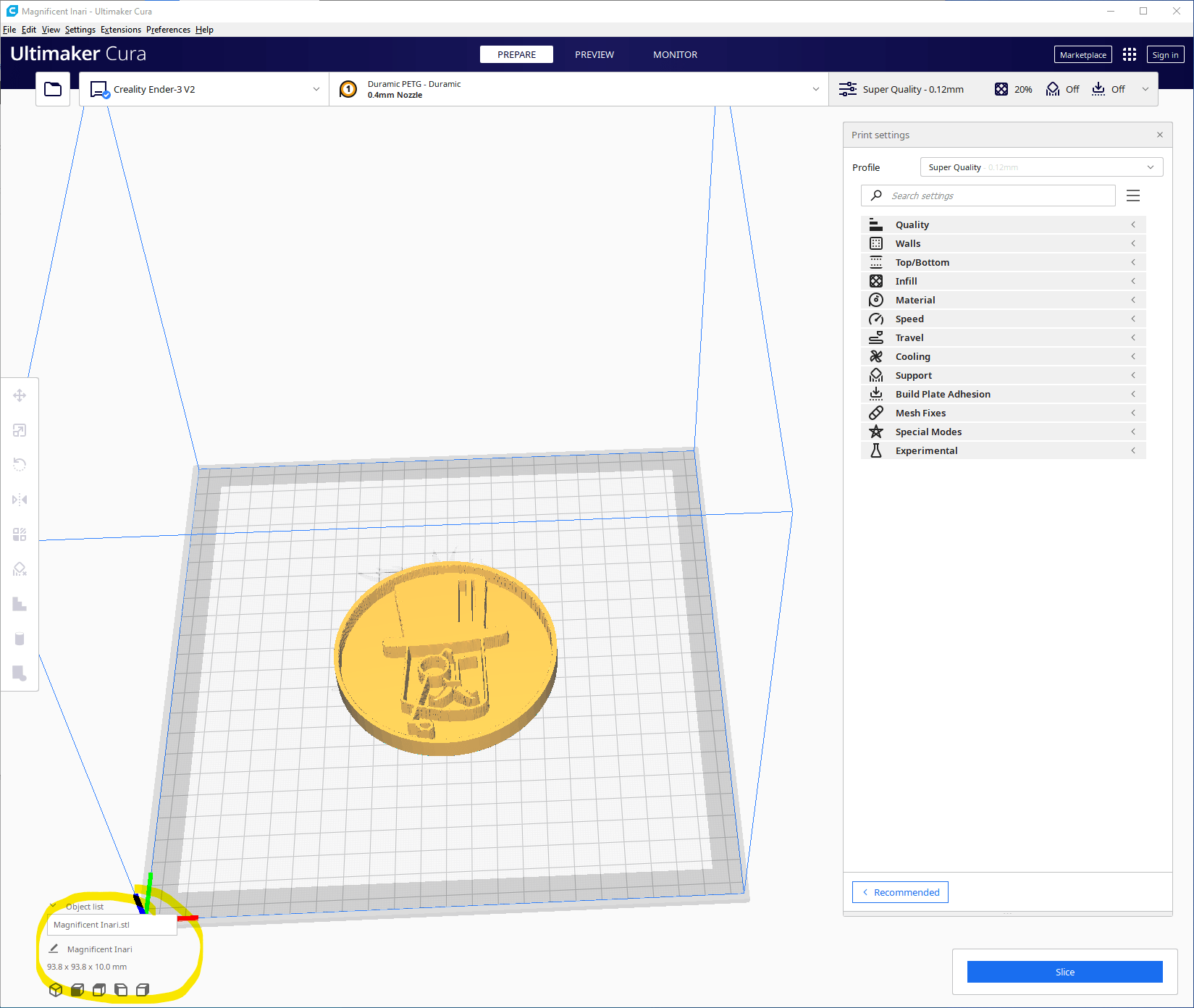
Below we just imported our STL file into Cura. You’ll note that it’s huge with a diameter of almost 100mm.
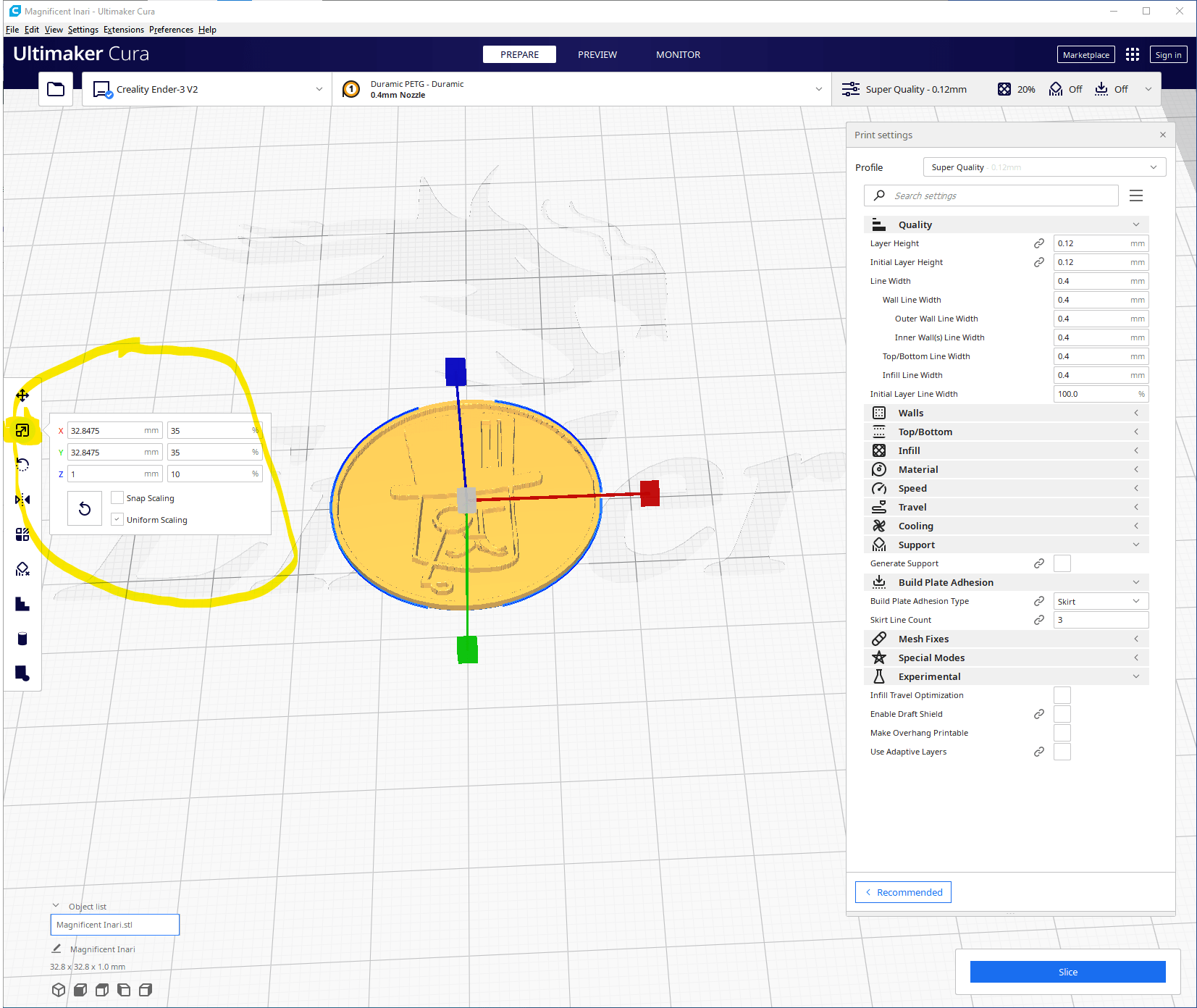
Rather than permanently lose resolution by shrinking this in the CAD program, it’s better to let the slicer scale the object. Here we will reduce the x and y size to 35% and reduce the height to just 10% of the original size.
I’m also printing this with a 0.12mm layer height. Right now, I’ve got a 4mm nozzle on the printer and that is the smallest layer height I can print. More expensive printers will have multiple print heads with multiple nozzles. I tend to print functional parts so 4mm is my usual nozzle size. I also have larger nozzle sizes for even bigger parts. If you do more fine and artistic objects you will want to use smaller nozzles. Naturally, a smaller nozzle means longer print times. The quality of your printer will determine the minimum and maximum nozzle size you can use.
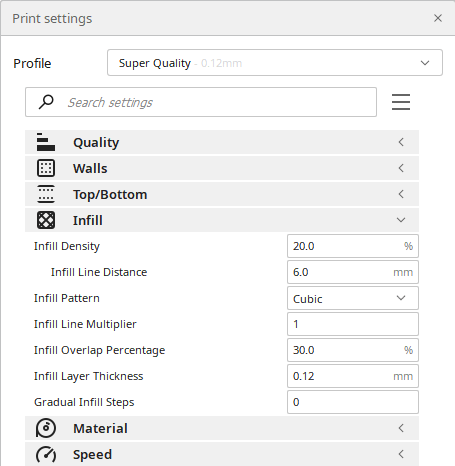
You also control the space inside the object you are printing. 3D printing is additive so you need to tell the slicer how much plastic you want to use inside the object. For decorative and light duty parts you can save yourself a lot of print time and material by selecting an infill of 15% to 40%. For structural parts you use something like 60% to 100%. For something small like this 20% is perfectly fine. However, because this object is so small there will be very little infill.
Depending on what kind of plastic you are using to create the object you will need create and change settings as well.
The primary materials used in basic home 3D printing are PLA, PETG and ABS. I won’t go into too much detail here as there are plenty of other resources if you are interested. PLA is the most forgiving (and generally best looking) plastic used in 3D printing. The problem is that other materials are stronger, it degrades with water exposure and it can warp in direct sunlight. It’s fine for decorative items and most structural things used inside, however. ABS is stronger and UV and water resistant, but much harder to print and it stinks. PETG has most of the properties of ABS, but is easier to print and doesn’t stink. I use it for most structural parts. For other stuff I use PLA.
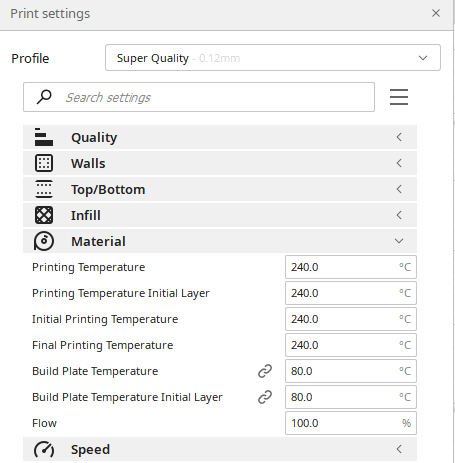
In this case I’ve PETG loaded into my 3D printer and I’m too lazy to change the spool of plastic. So these are the temperature settings for both the molten plastic and the base of the printer that I use to print PETG.
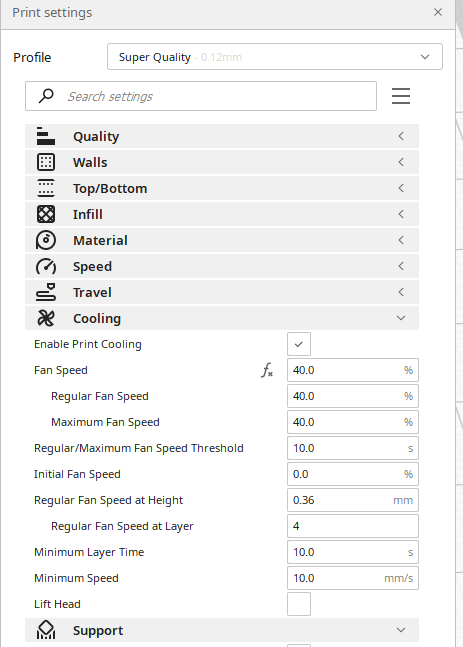
After that hot material is extruded from the printer it needs to be cooled. Again, this takes some trial and error and practice . It will depend on the material you are using, the brand of that material and your printer.
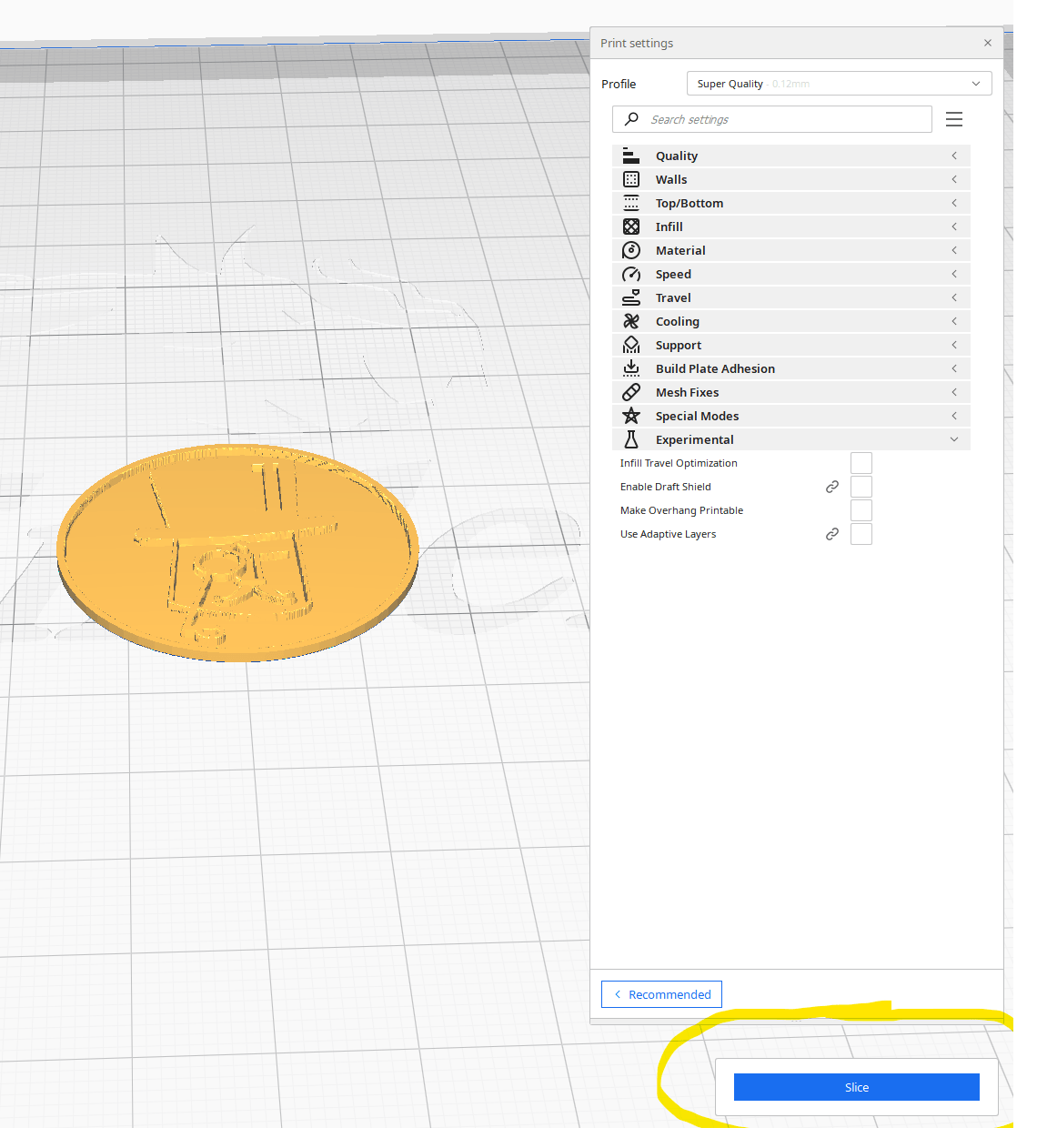
Finally it’s time to “slice” the object!
The slicer will display each of the layers that will be printed. In this case the whole object is going to be created with 8 layers, has an estimated print time of 11 minutes, and since I’ve inputted my material costs into the slicer it estimates it will use 19g of plastic at a cost of about $0.01.
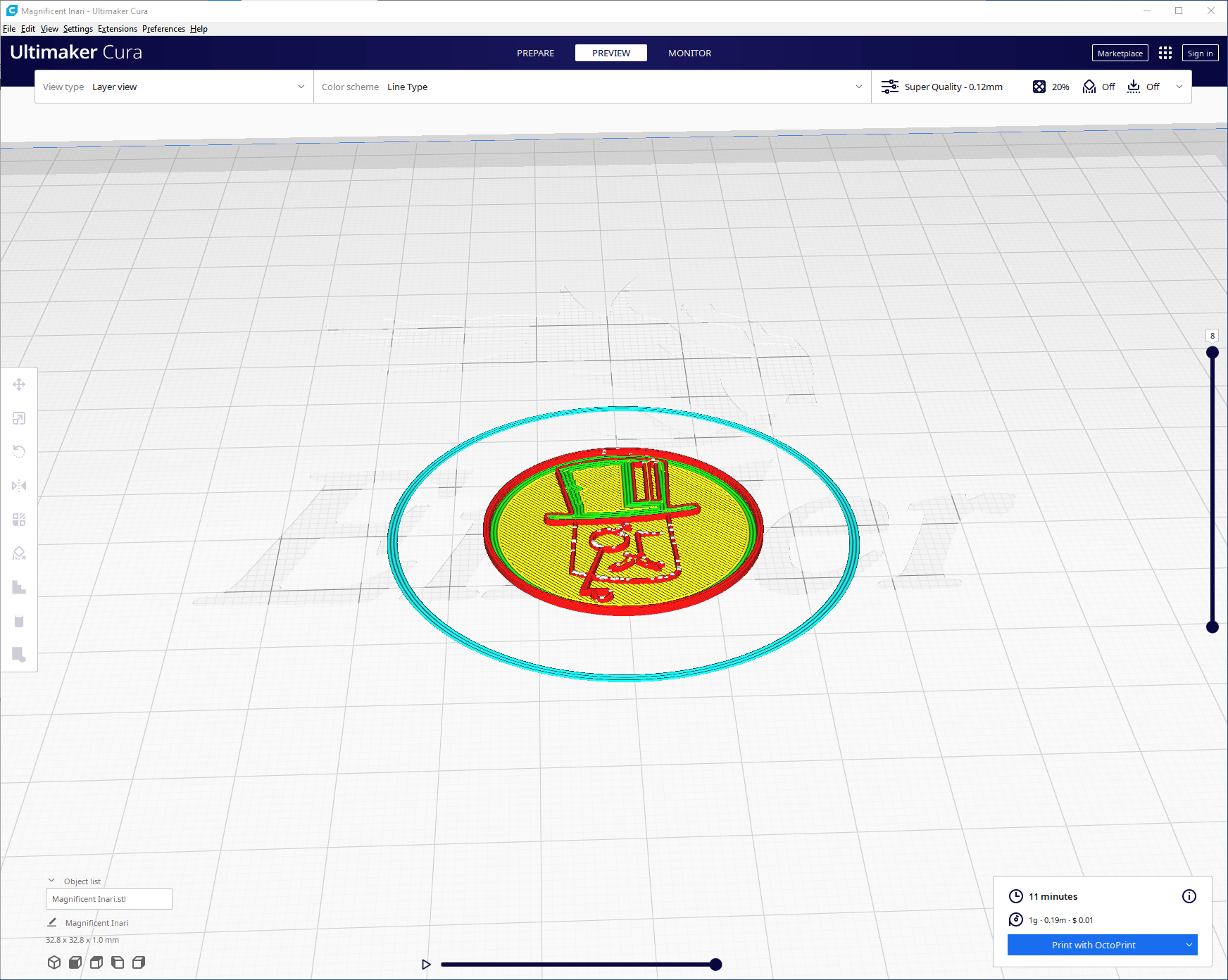
Below is what the first layer is going to look like. The border around the object is known as a “skirt” and is there to get the plastic properly flowing and up to temperature. It is essentially scrap that is part of the printing process.
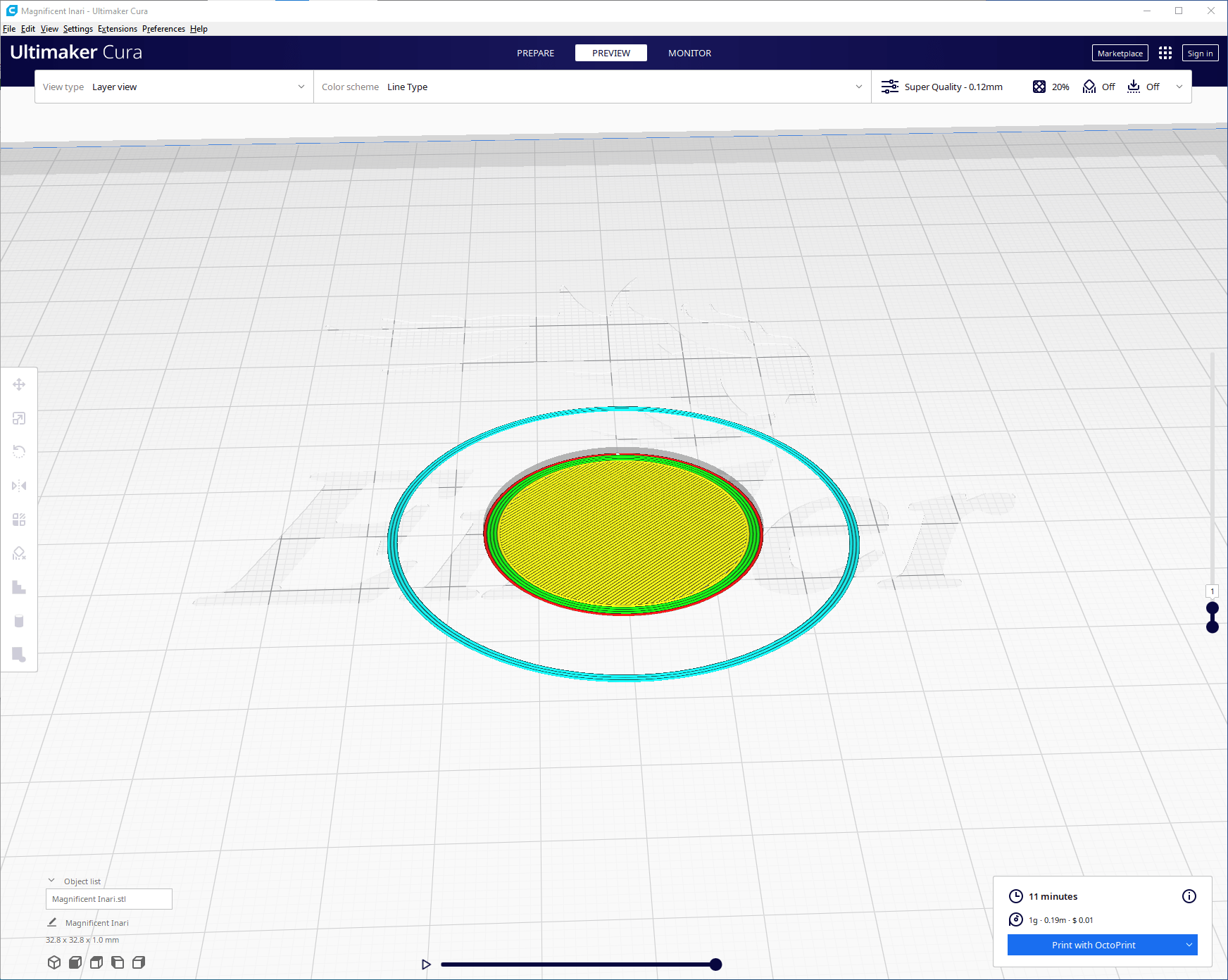
In the image above you’ll note it says “Print with OctoPrint”. My PC is in my home office on the second floor of my house while my printer is in the basement. Normally the only way to get the output from your slicer to the 3D printer is put the file on an SD card and in turn put that SD card into the printer. It’s the 2000’s version of the floppy disk shuffle. I got tired of going up and down three flights of steps every time I need to print something. This is particularly painful when you are first learning because you may likely have to modify your slicer settings multiple times after your print keeps failing to print.
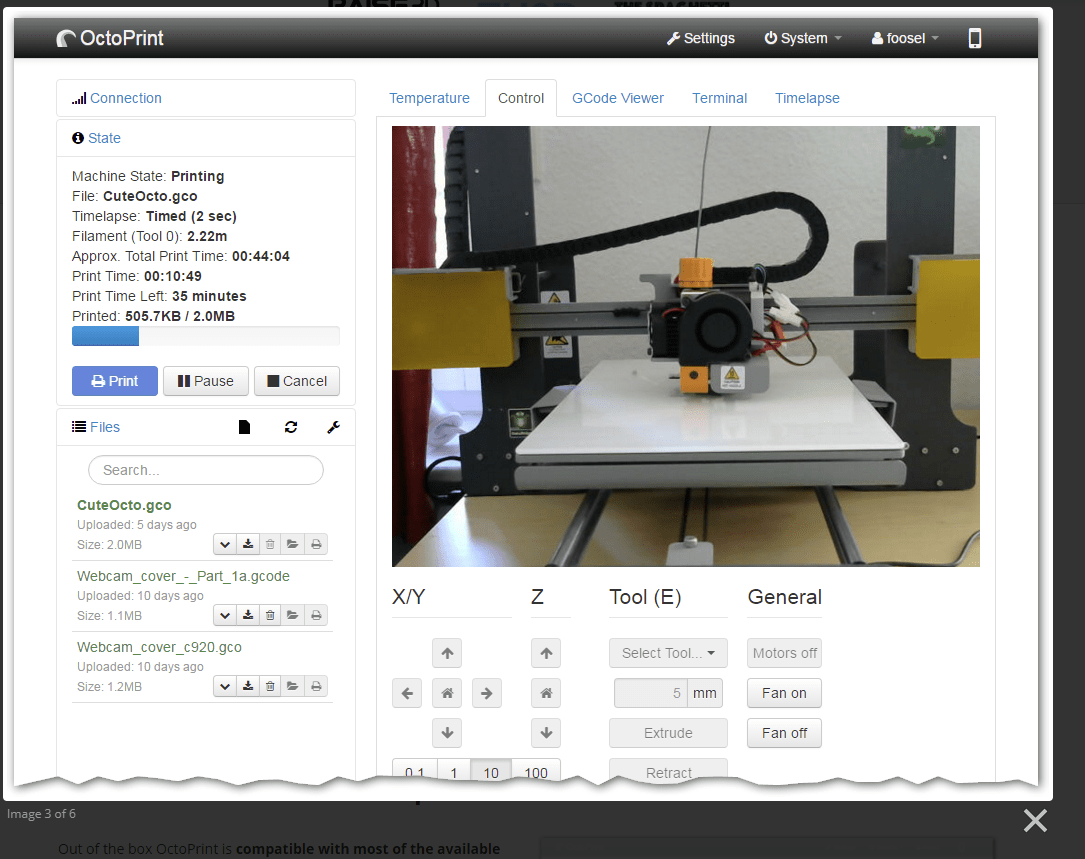
My (and many others’) solution to avoiding the SD shuffle is a nifty little piece of software called OctoPrint. This is a custom Linux distribution that runs on a Raspberry Pi. So for roughly $50 and probably another 25 hours of your time you can turn your 3D printer into a network attached device. There also many add ons that make printing easier and more powerful that are built into OctoPrint. One such feature remote monitoring and remote operation. This make the fact that you are going to have to deal with Linux worth the price. My recommendation is to get your printer and slicing skills in order first, before you try to start using OctoPrint.
In the slicer we simply click the button and send the file directly to the Pi. In turn, the Pi will stream the file by USB directly into the printer. In Part 3 I’ll show you what my printer looks like, its modifications, and we will finally print the object.
The picture below is a sample (from the OctoPrint web site) of the web page you use to access OctoPrint web.
You’ll note that it’s huge with a diameter of almost 100mm.
But enough about STEVE SMITH.
How much difference is there when you’re using a resin 3d printer instead of plastic?
You still would slice the object. The settings are likely to be quite different, but some general idea.
I believe Cura will do resin printers as well, but never investigated.
the things you could do right, UCS?
Well, one of my local game stores is now offering 3D printing services, and I was thinking it might be a good way to find out if the bigger investment in hardware would be worth it. But the moment I saw the machines, I drew a blank as to what I wanted to make.
There’s lots of no longer supported mini games out there. The problem would be finding people to play with.
/laments the case of Hordes minis sitting upstairs (most even painted!)
I’ve found that the part of the hobby I enjoy most is the building. Especially making them custom.
I haven’t had an opponent in years. Doesn’t stop me from making more.
I preferred the playing to the painting and modelling, and always hated the GW rules that what’s on the model has to be pointed out (and vice versa). The Warmachine/Hordes v1 rules were quick, simple, and designed around interactions between units (this unit moves, and drags another unit forward 2 inches; the second unit moves and drags that same unit forward another 2 inches, that unit that got dragged forward 4 inches charges).
WYSIWYG has come and gone, and right now I think it’s gone.
But then again, the rules make my head hurt now.
*probably because the rules are scatted over 3 billion splatbooks.
That was another advantage with the Privateer Press lines. All of the factions were given expansions at the same time, and the story was told through the update books. The downside was when they did a full revamp of the rules (which lost some players) and had issues with their first runs of plastic minis. Then they killed the forums, which killed the community.
If you are into miniatures and things like that resin is the way to go.
Something I didn’t get into here is building supports to hold up parts of the object that stick out.
As part of the resin printing process you can more easily create supports.
Any idea what the maximum safe span between supports might be?
I realized I did have a part that would work best 3D-printed, it’s a 4-5inch weapon arm for a walker unit to give it a different type of melee weapon. I could try to sculpt it from plasticard, but that won’t get the lines I want.
Depends on the material and printer.
For example, on high end printers you completely support the object and dissolve the support that surrounds the object. This leads to basically an object with no seams or marks from the support.
My BIL showed me a miniature done on his company’s commercial resin machines (he’s the head of sales for a 3D printer company), and it was amazing to see the level of detail. Night and day compared to the consumer grade extrusion printers.
What’s the order of magnitude for their price tags?
I believe it’s somewhere in the $10-20k range.
🙁
That’s above my craziest whim could justify.
Just write it off. That’s what ‘The Rich’ do – Smaht Person
Here is a Prusa – essentially a top end consumer grade machine. With the washer / curing system it’s $2,500.
https://www.tomshardware.com/reviews/prusa-sl1s-speed-resin-3d-printer
That looks like a lot of fun, I could do that,
Thanks! Sensei
Neat.
?
I’ve used commercial 3D printing for prototypes, but never looked under the hood.
This is good stuff, Sensei. Thanks for sharing the process!
#metoo in a very small way. I tried to get back into building scale models which my dad helped me with when I was a kid. I quickly got into the idea of resin casting parts that I designed the patterns for in CAD. I used one of the commercial services and uploaded my design and had a working pattern mailed to me within a couple of weeks. I made two-part silicone moulds with little toothpick sprues and had resounding success which I probably had no business having for some guy who had never done it before. Naturally I never really got going or finished a model so I sold a bunch, but at least I have that small victory, meaningless as it was.
Great stuff, Sensei; I’d love to have a 3D printer to mess around with but don’t really have the room. I may take advantage of the “maker space” at the local high school.
Repost, but I thought of you: https://www.smbc-comics.com/comic/halt
(and https://www.smbc-comics.com/comic/print)
So much that. Especially for the less expensive consumer printers.
Good article. I have a small CNC machine that I am slowly learning to use, also experimenting with the Glib logo for test runs.
This is cool.
Titty Tuesday is coming hard and fast.
https://archive.md/bbQ2d
In 3D?
DDD? Never heard of that size.
In 3D!
RIP, TITS
Heh.
Old man waves at tv.
Incontinent lightweight vs evil genius.
What could go wrong?
They’re going to spin this as a triumph of Joe’s diplomatic skills. And his inner circle probably believes their own bullshit. Meanwhile Putin is going to embarrassingly take full advantage of him. See: Reset Button.
https://www.rt.com/news/542469-covid-certificate-murder-suicide-germany/
Wut?
So another 5 COVID deaths from being unvaccinated?
Proof that we need to put all antivaxxers under lock and key.
That’s crazy! They wouldn’t take his kids awa…well it’s certainly not a reason to kill them…
Expect more of this the harder they push.
I mean I know the guy’s off his rocker a bit, so it’s too much to expect rationality. But if you’ve decided it’s time to end it because of vax cards, shouldn’t your final act of defiance be directed in a bit more constructive direction?
Elon tells the truth.
Yes he does, I know someone who bought in years ago, and is very pleased so far.
When is you gonna 3-D print Hat and the Hair action figures? TAKE MY MONEYZ!
I gotta admit, watching Strawberry fail is really entertaining.
Flop-sweat, much?
Futurama was right!
https://www.thesun.co.uk/news/16965778/controversial-sarco-suicide-capsule-kills/
I love that Bender used a coin on a string in the suicide booth.
No worries. We just need the government to mandate that sulfur dioxide be added to the nitrogen similar to industrial nitrous oxide.
hrmm…
I’ve noticed that these days there’s a trend in more pan-asian restaurants where the menu spans Americanized keynote dishes from Japan to thailand. Today’s lunch is a bento box containing sushi (looks like california rolls), gyoza, sesame chicken, and a side salad.
GAY
https://www.thesun.co.uk/dear-deidre/16969172/transgender-porn-habit-girlfriend/
I’m digging these, Sensei. Really appreciate you writing these.
OT, but Georgia federal judge just blocked the federal contractor mandate for the whole country.
https://www.wspa.com/news/politics/federal-judge-blocks-vaccine-requirement-for-federal-contractors/
I have a copy of the order, but really, if you’ve read the 5th Circuit or the Kentucky decision, it’s the same vibe.
This judge is much more low-key, but essentially – “no chance that the Procurement Act gives the President the authority to issue a vax mandate.”
!
By the way, love the new avatar Toxteth.
Merci, but Barbie is a bit of an anachronism there, with clothes a decade older than her.
Thanks.
Can somebody have a talk with de Blasio? My expectation is the new mayor, Adams, will cancel the mandates, but since nobody knows that for sure all the employers in NYC now get to scramble for two weeks.
With unemployment in NYC over 9% this is really going to help…
The official figure is 14%. Extrapolate up from there to arrive at anything realistic.
I don’t know what to expect from Adams. Frankly, I don’t think he’ll be much different. He’s fully behind the new “shooting galleries”, for example.
My expectation is he will have better relations with the police and that will be associated with less violence.
Otherwise I’ve no idea.
Yeah, on the crime front he’s promising big differences.
But not on anything else that I can see.
There’s a law currently at the Ohio statehouse that’s looking to ban all vaccine mandates. There’s a separate one that limits what can be mandated specifically for ‘vid mandates.
Good, more encouraging news. I know people called it posturing when the Senate passed opposition to the mandates, but I say it doesn’t hurt to oppose it on as many fronts as possible.
Turnabout is fair play.
Yup — was just taking a break from work to check if someone posted this. Just a District court — and not thrilled about the cite of the 11th Circuit apparently letting the Medicare one slide, but if the judge thinks it doesn’t really matter who am I to argue!
I’ll do the happy dance if/when HR takes notice — but this is definitely what I was hoping for. Unfortunate for all those who went ahead and got the shot who didn’t really want to, President Poopy Pants will long be in the ground before any lawsuits if this thing has side effects and they can show his mandates prior to the injunction forced them effectively, but that’s life I suppose. Fair != just and all.
Now to find out if my employer doesn’t care about their employees’ personal autonomy or if they actively want to subjugate their employees.
Looks like all the vax mandates (perhaps sans military, Ozy may correct me here) are held up in court now
You left off a key term
All the Federal mandates.
Nobody’s put Kathy back in her place in New York, and Bolshevik Bill is off his rocker downstate.
Good point. The state mandates are a whole other ball of wax.
Everybody’s saying the states and localities have every right to do this.
I am not even a country lawyer so I struggle to understand how that can be.
Because they’re operating on the “If it’s not forbidden, it’s permitted” model of constitutional government.
Except it certainly strikes me as violating a whole smear of prohibitions. But I’m the kind of guy who says government can’t have an interest in restricting rights it has been barred from infringing.
OWH and the progressive Supreme Court fucking us over a hundred years later.
Police powers (including public health) have historically been reserved to the states under the 10th amendment. This goes back to 1850 and before.
The question becomes whether the application of the police power infringes a federally recognized right that has been incorporated to the states. That question morphs the inquiry into one of those stupid balancing tests with a thumb on the scales (strict scrutiny, moderate scrutiny, and the other one I can’t remember the name of) to determine whether the policing interest of the state is stronger or weaker than the rights interest of the individual.
I am firmly of the opinion that any place the unenumerated powers so much as brush against the explictly protected rights, those unenumerated powers are void.
And the I thought the standards of review were named Rational Basis Review, Intermediate Scrutiny, and Strict Scrutiny. All of which are far far too lenient on the tyrants.
I’ve really come to hate that whole set of standards of review. If the govt doesn’t have the legitimate power, then STRIKE IT DOWN. If it infringes on a liberty interest, then STRIKE IT DOWN.
Yep, those are the ones. Con law 2 (which covered all the standards of review) was my worst grade in law school. Partly because I studied for all of like an hour, partly because I was distinctly unmotivated to care about it.
I’m mostly with you. I think there is a balancing test, but the comparison shouldn’t be some vague power. It should be the specific rights-based interest the state is attempting to protect.
Your right to practice your religion by sacrificing a child to Molech isn’t cast aside because the state has the power to regulate religious practices when they can articulate some basis for doing so. It’s cast aside because the child sacrifice is a violation of the child’s rights that is within the state’s power to prevent/remedy.
Of course, this doesn’t answer the question of whether my right to medical autonomy is superceded by somebody else’s right to be free from my (potential) pathogens, but it’s a clearer way of approaching the debate.
The modern presumption is that what is known as the general police power (which was expressly not granted to the feds and reserved exclusively to the states) is really the justification for a police state.
Not just a police state, but a nice eugenics and racist police state. Three generations of judicial imbeciles is enough.
It seems to be happening organically as well.
FedGov still stands though eh?
something something stick it in crazy something
https://www.dailystar.co.uk/news/world-news/satanic-porn-star-who-claims-25629147
Crazy, probably. Ugly, sure as hell.
Why won’t the government save us from the crisis that the government created?
Surgeon general warns of emerging youth mental health crisis in rare public advisory
Because these weasels never want to just get out of the gorram way, which is most of what it would take. Maddening.
Lockdowns + politicizing everything + social media = mental health crisis. No shit. But we want all the people who caused it to come up with a solution.
E-mail from one of the local hospital chains included the following:
The symptoms?
Bullshit.
After having Wuhan Coronavirus, I shook the lingering cough in under two weeks. The only source for any of those other vague and common symptoms came after months of being stuck at home because of illegal lockdown orders closing everything. It goes away when I get exercise and get out of the house.
I’ve argued a couple of times that the people who get Long Covid are the ones who in the Before Times would have gotten fibromyalgia.
Mostly true. The problem of withholding treatment means that some people, even if the ‘vid doesn’t hospitalize them, still end up with some damage.
I suspect these are a tiny minority, though.
Yeah. I’m back with even full scent and taste again. Girlfriend is still coughing a bit (and going stir crazy in the house). The guy over at Astral Codex Ten (why is it so hard for me to remember the new blog name?) did a long breakdown of Long Covid.
I am deeply suspicious that “Long Covid” is just the latest fad syndrome. Remember MCS?
No, but I remember people claiming to be sensitive to wireless/electrical waves.
Just lost all taste and smell yesterday. Very sudden. Covid positive test. This is after a week of negative tests and 101 deg fever. Funny part is I feel fine except for being stuffed up and phlemy.
Gonna treat it?
The Hill article is retarded, but the news is good.
Now onto Fed Employees…still not seeing the authority there either
https://www.gunbroker.com/item/917730488
Lulz.
Something to note, a rumor is they will ax ATC employees who have had flu shots in their medical jackets that are claiming religious exemption. Trust this as much as you trust a rusty chainsaw
I’m trying to understand… honest.
Is it “People claimed religious exemptions” – the record of that is their medical paperwork (‘jackets’). They had flu shots. Ergo they were lying about religious objections, therefore FIRED!
(never mind the inanity of equating the two even in the context of a religious exemption)
Like i said…rumor.
?TITLE VII violationnnnnn?
OT: Federal Judge blocks Federal contractor vaccine mandate nationwide. Previously, only block in select states.
The Biden administration’s vaccine mandate for federal contractors has been blocked by a federal judge. The case, The State of Georgia v. Joe Biden, was filed by plaintiffs seeking “declaratory and injunctive relief against enforcement of Executive Order 14042,” which required that anyone who contracts with the federal government “are fully vaccinated against COVID-19.”
In conclusion, the United States District Court for the Southern District of Georgia, Augusta Division, stated that “the Court ORDERS that Defendants are ENJOINED, during the pendency of this action or until further order of this Court, from enforcing the vaccine mandate for federal contractors and subcontractors in all covered contracts in any state or territory in the United States of America.”
/kicks pebble
That’s what I get for paying attention at the work meeting. Good drugs didn’t even fall out of my ass.
Just another mRNA vax?
Pretty good article from Pat Buchanan on the Ukraine. It comes on the same day that Biden has announced to Putin that he’d start sending the Ukrainians arms if Russia intervened.
You don’t have to like Putin to recognize he’s got a defensible argument here. Pushing NATO right up to Russia’s borders was a stupid thing to do. And multiple U.S. presidents of both parties have been pushing just that.
Isn’t the legitimacy of the Russian State tied to its history with Kievan Rus’? Russia is NEVER going to give up claims on Ukraine.
The jabs bombed in front of his honor today. The defense was caught with their pants down, quickly holed during successive waves, and their case sank like a battleship. The ruling itself was a pearl.
(this comment will live in infamy)
Infamy! infamy! They’ve all got it in for me!
Man, it’s like this part of the trial is being utterly buried.
https://www.foxnews.com/live-news/jussie-smollett-case
Oh go fuck yourself
He can’t help grandstanding.
Hope it annoys the jury.
If that doesn’t, this should do it.
What he really needs is a lawyer who will tell him to shut the fuck up.
And I’m the mostly-white Denzel Washington.
For people who want an 80% 9mm lower (billet 6061, Glock mag):
https://shopusa.matadorarms.com/80-lowers.html
coupon code YESPLEASE drops it to $80.
Why would I go for a limited use 80% lower when the standard issue can be converted to all the forms the platform can take?
Besides I’m fretting over how to get the one I’ve got to stay in place on the mill carriage, and found that the holes are marginally smaller than the provided drill bits, meaning I can’t use the presense of orange plastic shreds as a warning that I’m off-center.