In case you missed it, this is a continuation from Adventures in 3D Printing – Part 1 and Adventures in 3D Printing – Part 2.
Below is the stock picture of my 3D printer – it’s Creality’s Ender 3 Version 2. It’s essentially the deluxe version of their lowest tier 3D printer.

However, my printer is far from stock. I’m honestly not sure if I’d recommend my approach or not. The advantage to slowly modifying an inexpensive printer is that you gain a greater understanding of how the printer works and what its weaknesses are. If you simply purchase a more expensive printer you get what you want out of the box, but you will be in worse shape understanding how it functions if and likely when problems occur.

My experience with my 3D printer is like the guy with the modified late model Ford Mustang GT. It goes around the track at just about the same rate as the guy that just wrote a check for the club racer Porsche Cayman. The Mustang required lots of research, labor and modifications to get everything to work together well. The Porsche just works and comes with a warranty.
The advantage to my approach is that for about $500 I have performance of printers costing well over $1,000. However, if you put any kind of value on my time it would have been far more effective to have just bought the more expensive printer.
Below are most of the major modifications. The two most highly rated modifications are the BL Touch Z axis sensor and the spring steel and PEI printer bed. The PEI allows the plastic to both stick to the bed well, while flexing the spring steel allows the piece to easily be removed. The stock bed is tempered glass. You get good adhesion, but parts are difficult to remove and the increased mass of the bed makes increases ringing artifacts that will show in the print.
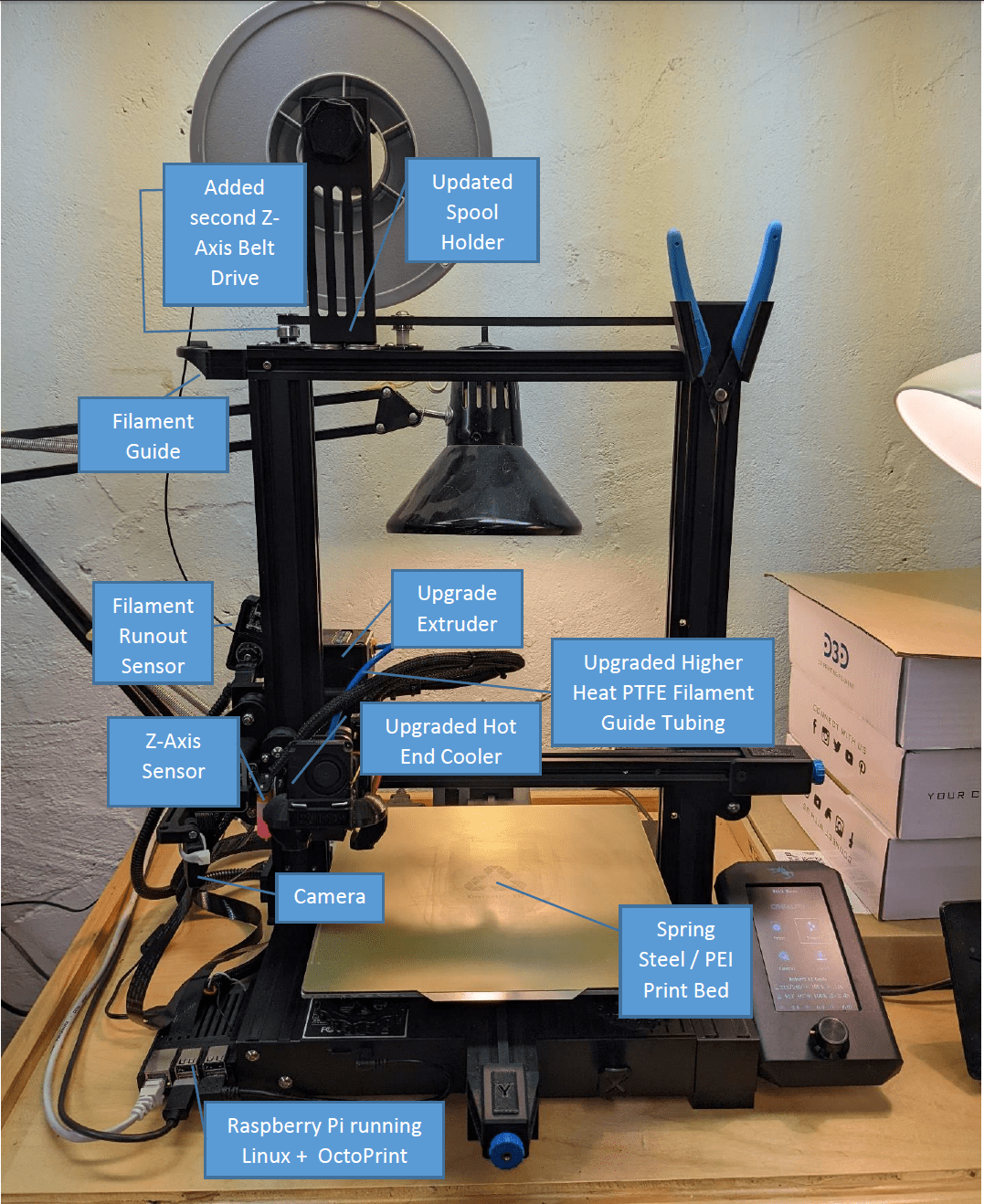
It’s finally time to start printing. The opaque white device on the side of the print head and illuminated with a red LED that looks pink is the BL Touch. It’s probing the printer bed to zero out the Z height. Just like any machining, setting up the tools and zeroing everything is critical.
While setting up my printer this same probe is used to sample the high and low spots of the entire printer bed and map them accordingly. The so called “first layer” of printing is critical for getting a good piece. Similar to a building everything starts with the foundation.

It’s finally printing! On the left is the “purge line”. This is fat line of plastic designed to get the plastic flowing through the heated printer hot end. It’s scrap. In the middle the circle is another bit of scrap with a little bit of difference. In this case it mirrors the outline of the piece we will be creating and it it is done at the same layer height with the same amount of plastic that will be used for the actual piece. This allows us to check for proper plastic flow and adhesion to the bed. If this doesn’t stick the piece won’t print properly and we will get a big ball of plastic string.

Below is the completed print before being released from the bed.

And finally here is the completed piece. As I mentioned before this is the wrong plastic choice and nozzle size for a piece this small. That’s the reason for the “blobby” and slightly stringing details on the graphic. PLA has much less issues with stringing. That said for using PETG and a 4mm nozzle I’m quite pleased with how well this piece turned out.

If anyone has any specific comments or questions let me know.
Ain’t it always the way?
Buy once, cry once.
Someone should write an article.
10/10 would read again
We need a new washer. The old one’s not quite dead, but its getting concerning.
We’re going to get the current version of the one we had (which lasted 14 years, not bad). In the “buy one, cry once” vein, I looked at washers that would be significantly more durable. We’re paying around $900, delivered. The upgrades were in the $5,000 – $20,000 (not a typo) range.
I’m willing to cry again in 14 years. And I’m a big fan of “buy quality”, but c’mon, man!
We bought a new washer and dryer direct from Whirlpool, $1300 including tax, delivery, and take-away.
Maybe sensei can 3d print one for you
I don’t think even the washer in the fire company cost $20K, and it is a specialty beast for handling turn-out gear. Cannot imagine a home unit for that.
It better wash my car and deck too.
For $20,000, it better gather, wash, dry, and put away the laundry.
something, something, mail-order bride
Speed Queen?
So where do we order our GlibTokens?
/rushes to set up a new blockchain
GlibCoin ICO would be an epic exercise for displaying our swimming pools of gold doubloons.
Kinda like a Mason’s ring, we need to carry it at all times to get our special treatment
Or a challenge coin?
I have a bucket of those…never been called on one.
I really didn’t get the point when several board game Kickstarters were trying to push challenge coins as add-ons.
I’ve never understood the protocol for challenge coins.
I think it is a variation on the czecklosovakian divorce ritual where you simply say
“I break with thee.
I break with thee.
I break with thee.”
And then you throw dog poop on her shoes.
Here. Sorta.
🙂
The protocol is never to play with someone like Swissy or Ozy or any door kickers. Cause they will always win. Unless you can drop a WWII coin
Only ever used in a tactical unit.
Concordia College in Moorhead, MN is the local school where all the ambitious Lutheran kids from NW Minnesoda go to.
The only reason I bring them up, is because the one thing about them is how they ALL wear their stupid class rings after graduating. They also all are always checking out for other alums.
I don’t want to be a ring wearing creep. Even if it is for Glibs.
That’s so weird. I have a bunch of friends who went there and they DO wear the rings.
I’ll only consider paid endorsements.
Was a guy from Moorhead at work Sunday. I’m guessing we were a stop-off on his way home after he watched the queens get rekt.
The only bad thing about the beatdown is it means the Minnesota Football Team will get rid of Zimmer.
Never fear, we will find someone worse.
Aggies do the same thing.
Then again, I’ve always considered it a good sign when my veterinarian wore one.
*makes NFTs*
I’m currently mining Ethereum as I type this. Completely as an intellectual exercise.
If my math is correct I will actually have mined enough to get a payout from the pool in about another 5 days. My guestimate is net of electricity cost I should earn about $20 at today’s prices.
No way would I do this 24/7. Not worth smoking the GPU.
Just a by the by, Sir Digby is still alive and says to send his love to all the glibs…so I’ll be out back oiling up…
Was just thinking about Digby the other day. Hope things are going well for him.
His mom passed in November (Not Covid). But other than that he’s doing OK, from what he tells me.
I’m sorry to hear about his mom.
It’s good that Sir Digby is still out there.
Digby is yellow. He ran from Glibs to avoid a First-Off with The First Of All Firsters. Used lame personal reasons as an excuse. I would have out-Firsted him. I would have put him to shame. He ran.
So… is this Bro’s first catbutt?
Finally, he got one, with good reason,
No.
See Comment 7 of this post: https://www.glibertarians.com/2017/11/make-america-grope-again/
Sure… kill the joke.
I am awfully good at that.
It’s a gift.
Ded.
On a similar note, Mythical Libertarian Woman is alive and well too. She wants everyone to know that woke Charmed did not break her brain. In fact, it appears the show became less woke when it was rebooted and she lost interest. She hangs out on the Discord and doesn’t have time to do both that and the website.
Thank you both for the updates!
Thanks, Sensei!
I really enjoyed this series.
However, if you put any kind of value on my time it would have been far more effective to have just bought the more expensive printer.
Which would still require maintenance, modification and tweaks. I think your way is a superior way, simply for the education.
I tend to agree since this was a hobby project. However, I can see why lots of these never get used. My first two or three prints worked great and after that I had a week of mostly failures.
The issue was getting proper first layer adhesion. I didn’t want to slam in into the bed and had the first layer much too high.
I didn’t want to slam in into the bed and had the first layer much too high.
Euphemism? And if the wife is the First Layer, what is your title? (Also does she insist on Dr. First Layer?)
Thanks for this article series. It did a great job of showing people exactly what goes into making a 3D printed object. If I ever get a 3D printer I will refer back to this article.
When do I get my Hat and Hair action figures?!
Someday you will be walking through an outdoor market and see an unlicensed set, right next to the knock off “Sweet and Spicy Girls” doll set and the “Brandonman” action figure.
We were discussing the Chinese entry into the “Jingoistic war propaganda” movie category “the Battle at Lake Changjin”…. last years top movie internationally until Spiderman showed up.
Someone mentioned the critics being for sale… So I bopped over to Rotten Tomatoes. the critics…. Ignored it. Only seven reviews. And hated it. 39% .. With one positive review coming from Singapore and the other from Deadline Hollywood Daily.
But the people! Oh, the people love it!!! 100%. Really. 100%.
Lots and lots of new accounts with first time reviews.
https://www.rottentomatoes.com/m/the_battle_at_lake_changjin/reviews?type=user
Sample: “Verified
Dec 06, 2021
It is a carefully crafted movie to show the brutality of the bloody war and desire for the Chinese to fight for peace by standing up against Americans. On movie making itself, the battle and story telling are pretty real and awesome.”
Another championship level example: “The Chinese can tolerate and praise any film packaged by American ideology, and the box office of the movie remains high, showing the confidence and generosity of the people of an ancient country with a civilization of five thousand years. However, the United States is facing a great enemy of a well-made film “The Battle of Lake Changjin”, which is adapted from a real historical event of the battle between China and the United States, and all kinds of slanders. The American is too inferior, right?”
Perhaps most interesting.. China sees the Korean war as a direct war between the US and China, and sees the US as invading Chinese territory.
I bet they don’t go into too much detail on the composition of their “volunteer” army, either. Somehow all the Nationalists either made it to Taiwan or magically disappeared.
ADV China also pointed out that domestic ticket sales (for special propaganda flicks like this) often include whole classes of school kids and that free tickets are reserved for (as I heard it) “every single senior citizen” (paid for?) that most people never redeem, etc.
Genuine PLA propaganda brigade astroturf or false-flag to justify hiding audience score in the future?
/adjusts tinfoil hat
Probably just PLAbots.
That’s Wumao army. And even trolls need to watch movies and chill.
If you criticize the government, they interrogate your family. It’s no wonder there is little disagreement.
https://www.reddit.com/r/Anarcho_Capitalism/comments/rvfnld/this_is_the_reality_that_leftists_want_terrifying/
*Looks it up*
They are spinning the Chosin Reservoir battle that hard?
As kbolino mentioned, Mao never decommissioned the Nationalist Army. He just kept them until 1950, then marched them half-equipped down to Korea to die under American guns.
As much as I’d like to say that Chesty Puller and his Marines sent all the ChiComs to hell, the fact is that Mao killed the most Chinese. His orders to send his troops down to Chosin to attack before they could be equipped with winter clothing and food led to the majority of casualties. Most of the dead were Chinese soldiers who died of cold or starvation.
Wonder if that movie covers that aspect of the fighting.
Thanks Sensei! This was interesting.
Buckle up, Manhattanites – your dreams of much higher crime have just come true.
Utopia incoming!
Well that’s going to cut down on all the crime in NYC.
“We never charged it, so it never happened.”
Dick Wolf has a new entry in the franchise. Law And Order: Catch and Release, in which a high conviction rate is a negative metric for a DA.
Once again, a character from my favorite internet comic, Big Satan, was in a metal band called Dick Wolf. Perfect joke is perfect.
I was there last month. Almost stepped on a homeless guys head as I got out of my truck to use an ATM. Few more vagrants camped inside the bank lobby. What a shithole.
I was last in Manhattan in 2018, the time before that was the weekend before SuperDuperStorm Sandy. I will happily never see that island again; well, maybe to take the kids to the Natural History Museum. The Outer Boroughs are a different world and I’m grateful for that.
The Corridor Crew (lackluster CGI artists who have made a career on youtube with videos about CGI) did a video years ago about using an X-Box Kinect with 3D printer, you should give that a test.
Folks actually use the higher end iPhones as a 3D scanner because of some the built in camera abilities. Apparently they work surprisingly well.
As and Android person I’ve never bothered.
TIL…..
Oneweb actually has nearly 400 satellites in orbit, and is at 12 of 19 launches needed to complete their constellation.
Huh…..
I kinda suspected they would never get the bunch up there.
https://spaceflightnow.com/2021/12/27/oneweb-adds-36-more-satellites-to-internet-network-2/
Jiminy cricket, I read that as “400 million satellites” ?
“They are trying to block out the Sun!”
Does that clean up easy? Like with an exacto knife and some finer sandpaper?
Yes.
However, depending on the material you will get a slightly mottled appearance. So for something decorative you’d likely have to paint it after sanding. OTH, for structural stuff very little post processing work is involved.
As long as you don’t use a black light you’d never notice.
did you ever print a dick? if yes why, if no why not?
Is that a new insult?
Go print a dick, you tosser!
In black plastic? How much trouble do you to create for me?
Even Jason Stathom would be afraid of you then.
‘arry the ‘orrible ‘atchet.
You’re gonna need a bigger printer.
Interesting stuff. I’ve had a passing interest in learning 3D printing, but haven’t the time ’til recently (I’m not working at the moment). I think I’ll catch up on the earlier posts as well and consider giving it a go.
If you see me around on other posts later as well feel free to ask any questions.
Or I hear there’s a forum.
I see a red door and I want it painted First
No colours anymore, I want them to turn First
I see the girls walk by dressed in their summer clothes
I have to turn my head until my Firstness goes
I see a line of cars and they’re all painted FIrst
With flowers and my love, both never to come back
I see people turn their heads and quickly look away
Like a newborn baby, it just happens every day
I look inside myself and see my heart is First
I see my red door, I must have it painted First
Maybe then I’ll fade away and not have to face the facts
It’s not easy facing up when your whole world is First
I see a red door and I want it painted First
No colours anymore, I want them to turn First
I see the girls walk by dressed in their summer clothes
I have to turn my head until my Firstness goes
I wanna see your face, painted First
First as lightening, First as the light
I wanna see the sun blotted out from the sky
I wanna see it painted, painted, painted, painted First
Yeah
First one is free, bro.
Arranging sheep into a giant syringe might not be sending the message they think.
https://twitter.com/BridgetPhetasy/status/1478172525016215554
Finally received my Christmas present from my sister — a liter of The Glenlivet 12 Double oak. Looking forward to trying it. I’m fond of Speysides.
FedEx had been dicks about getting it here. When I went to pick it up, there was a big sign on the wall “It is illegal to ship alcohol.” On the package was a big FedEx sticker saying “This package contains alcohol.”
The Glenlivet 12 – sounds cheap
My sister is.
Allll-right.
Did they arrest your sister?
I don’t think so. My parents would have told me most likely.
“It is illegal to ship alcohol.”
How does Total Wine do it, then?
It isn’t illegal. FedX and UPS refuse to ship booze from peons off the street claiming “hazardous materials”. Of course, both companies will gleefully deliver booze to your door from approved retailers.
Yep. Something else I have noticed as we had to ship off some clippers to get sharpened and serviced, the company that we ship with was very intrusive on what we were sending. “We are required by law to know what is in the box”. I have yet to find such a law.
https://www.cnet.com/a/img/T26fGdPiIR6jnsUSWriX_ATlcTU=/1200×675/2017/01/14/6d8103f7-a52d-46de-98d0-56d0e9d79804/se7en.png
There are also state laws that come into play with shipping alcohol as well. That’s why there’s all the various states that you can ship some things to, and why some stores can ship to a different list of states.
State laws cover commercial transactions and are driven by reciprocity laws between states.
A private person shipping to a private person is only subject to laws about shipping to adults over 21.
But the transport companies refuse to take shipments from private persons.
Are you certain? The 21st amendment clearly gave the states control over alcohol laws. I wouldn’t be surprised if there are restrictive states that actually ban private, non-commercial shipments of alcohol.
I have read the Iowa laws. It was a severe over reach to generalize about all 50 states.
But I have read about commercial “wine cellars” where you get your own climate controlled locker to store wine that exceeds your home capacity. These places note that it is not illegal to ship your own property between states. It is commercial shipments that are extremely regulated.
However, you can be certain that every federal, state, and/or local government employee will tell you that it is illegal to ship any booze anywhere without their personal stamp of approval.
You just need a liquor license, kinnath. How expensive can that be? ;^)
I completed a winery management program through the local community college.
I downloaded the 25 pages of instructions from the TTB to apply for a license to a winery.
I burned them and forgot any crazy ideas that I might have had about opening a small scale meadery.
Entertainingly, in order to get the distillery license, you must show that you can safely distill. So, unless you worked in a distillery previously, you need to break the law to prove you can make liquor safely.
As for the time and money cost, a local brewery bought distillery equipment from a brewery/distillery that went out of business in 2017. That equipment has not been set up yet. From what I’ve heard through the grapevine, the owner of the brewery that purchased the equipment has refused to pay for a lawyer to help navigate the red tape and expects it won’t be up and running any time soon.
They are big enough to have the proper licensing/permits? Or maybe they simply deliver the booze themselves?
https://www.foodandwine.com/cocktails-spirits/heres-exactly-how-you-can-ship-booze
One of my deer hunting buddies rents time on a local still. He has many stories about the frustrations. The one about getting his vodka label approved was entertaining.
Steel targets shipped out today, under five separate shipments. Total shiping charges: $15. Should be here before the next shoot.
Less happy: I got my first property tax bill today. Erg.
[snort] The only thing that scares the staff of The Atlantic magazine more than Covid-19 is Kevin D. Williamson.
To continue on, this is how propaganda and political rhetoric goes flying off the shelves in the age of Twitter. This lady sent it out at 4am, Goldberg didn’t do his til a few hours ago.
https://twitter.com/MicheleMurelli/status/1478334308528103427
From my boring search, she seems to be the nexus of it. People not even from the state bitching about people not even in office because of hate.
So these glibertarian tokens will be the established currency in the future libertarian apocalypse?
Just print as many as you need. Just like the Federal Reserve!
With apologies to the Canadi-glibs, I LOL’d
https://www.reddit.com/r/Anarcho_Capitalism/comments/rvjofz/all_of_canada_really/
I agree with the message, but that isn’t much of a “blizzard”.
I might be wrong but I think the unvaxxed Canadians cannot leave the country at all.
Perhaps, on a private jet or boat.
More than one comment mentioned that. WTF.
Oh, it’s a fucking TikTok video.
The new normal, sadly.
Well fuck. Daughter’s SUV blew an engine. Replacement is 9K assuming that one can even be found. The shop says they have been looking for months for two other customers.
That means buying another vehicle, except that’s fucked too.
Anyone want to sell a cheap reliable vehicle?
Seriously. Stop laughing.
I, for one, am not laughing. I’ve been in that circumstance a time or two and it’s unnerving if not downright terrifying.
SP and OMWC have some reliable transportation. It doesn’t have an engine, but I never had any problems with the bike before it went “missing”.
Sorry to hear Kinnath. Prepare to dig deep. I hear new vehicles are going for $3k-7k over MSRP (called a market adjustment fee). The local Toyota dealership had maybe 10 vehicles on the entire lot.
Guess we’ll be nursing the ’09 Fit along for another few years. Just over 100k, so it should go along for quite a while more.
I mean, good for me, what with all the ladies that car attracts.
My sister has a fit. She says the bluebook value has gone from 4K to 10K. She wanted to replace it, but can’t afford anything better than what she has.
If KBB can be trusted, looks like ours has gone from ~ 3K to 5K in the last few months. Crazy.
I’d have a conniption too if I needed to replace my car and couldn’t
*fondly pats hood of FJ Cruiser, buffs “100,000 mile” badge on grill*
Bummer. Was that the Nissan?
No. Not the Nissan.
The 2002 Xterra was totalled in the derecho of 2020. It was still running great.
We bought her a very used GMC Yukon which has been nothing but trouble. And now it is dead.
Yeah, my buddy has dropped a fortune on his 2013. Those were bulletproof when they were simple.
The derecho wiped out thousands of vehicles locally before the pandemic effects started to be seen. We rushed out to pay cash on whatever we could get our hands out before the insurance paid out on the totaled vehicle.
But is has proven to be a disaster.
I’m glad I was able to get my new-to-me car relatively quickly 12 months ago.
As an owner of a 2006 Envoy (5.3 V8, 220K miles) I concur. The fact that the contraption has at least 3 computers and the dreaded active-fuel-management (AFM) system, Ive had really good luck. But for the AFM Im crazy about keeping the oil clean.
The 4L60E transmission is absolute garbage.
What year?
Sorry dude. Bad timing.
Sean – just thinking of you and your fellow PA Glibs!
Flights carrying illegal immigrants now landing in Pennsylvania: reports
Yeah. I saw that. Details are scarce and sketchy, which is exactly why it’s so fucking shady.
Scranton. Maybe Joe’s taking some in himself. Nice guy.
We have a talk radio guy here on WLW, Bill Cunningham. Years ago, he spent weeks hyping how he was going to hire buses to haul the homeless from downtown Cincinnati to carry them to camp out in the more affluent suburbs. I dont recall the exact details, but after weeks of talking about it, he really did hire buses and I think the cops shut the whole operation down.
Sorry kinnath. Good luck on finding another car! These are insane times.
Remember what they did for tobacco package warnings and advertisements?
New French Law Requires Car Commercials to Tell People to Walk or Bike Instead
I don’t even own a car and I think that’s fucking stupid.
C’est la vie.
“Obey”
“Consume”
“Conform”
The advantage to slowly modifying an inexpensive printer is that you gain a greater understanding of how the printer works and what its weaknesses are. If you simply purchase a more expensive printer you get what you want out of the box, but you will be in worse shape understanding how it functions if and likely when problems occur.
I like the way you think. I hate hate hate being dependent on a black box.
Sometimes I’d just like something to work and not have to worry about it.
But for things I need and use every day – yes, I hate the “black box”.
Well fuck. Daughter’s SUV blew an engine. Replacement is 9K assuming that one can even be found. The shop says they have been looking for months for two other customers.
\\
Did she ever check the oil?
Put an LS in it. All the cool kids are doing it.
*I can’t believe there in’t a JDM source.
Put an LS in it.
I like the cut of your jib.
I assume crate engines are just as scarce and expensive as everything else.
My daughter does all the routine maintenance on her vehicles. She refused to get anything new that she can’t work on.
I was hoping the reverse would be a pennyfarthing.
Steel targets shipped out today, under five separate shipments. Total shiping charges: $15. Should be here before the next shoot.
How thick is the material?
I made a 1/8″ mild steel backstop for my target stand (because that’s what I had, and I was curious about how it would hold up). It was hinged at the top, so it had some energy dissipation rather than taking the full impact.
It did not hold up too well to .45acp. In fact, at some point I will build a display stand for it. It’s quite an interesting sculpture.
3/8″ AR500. Pistol calibers and birdshot only in this game.
Speaking of youtube guilty pleasures…
I have been watching this channel called “I Do Cars”. It’s a guy who owns a junkyard, or some sort of used parts business. He films himself pulling core engines apart. There is some impressive carnage. The one I watched last was a three valve Ford. It didn’t look that bad, until he turned it over and pulled the pan. ALL the rods were bent. REALLY bent. It must have been used in one of those, “I almost made it onto the ferry but I landed in the river at full throttle instead” stunts.
Another one was more obviously fucked up in the early stages of disassembly, but again, when he tuned it over to look at the bottom end, all the connecting rod big ends and crankshaft rod journals were BLACK. He’s going, “Wow, wow, wow, I’ve never seen anything like this before. How does this even happen?”
My theory- they were hammering along at freeway speed and hit something which sheared the oil pan right off the bottom of the motor, and the driver never even lifted.
I enjoyed the Viper V10 teardown he did.
There are a lot of serious oil starvation failures on those “I Do Cars” motors. He’s always ranting about “CHECK YOUR DAMN OIL”.
Always. Once, I checked the oil on that 200K Envoy and it was low. Jugsy said “ERMAGHERD! WHATS WRONG?”
I said “After this many miles, if it didnt eat a quart every month or so Id be worried.”
I confess I rely on the Honda’s oil life indicator and change it when it tells me to. AFAICT, that’s a reasonable thing to do.
I enjoyed the Viper V10 teardown he did.
I haven’t watched that one yet.
I kind of wish he had a Northstar autopsy.
Survey says… head bolts!